- 0531-87887788

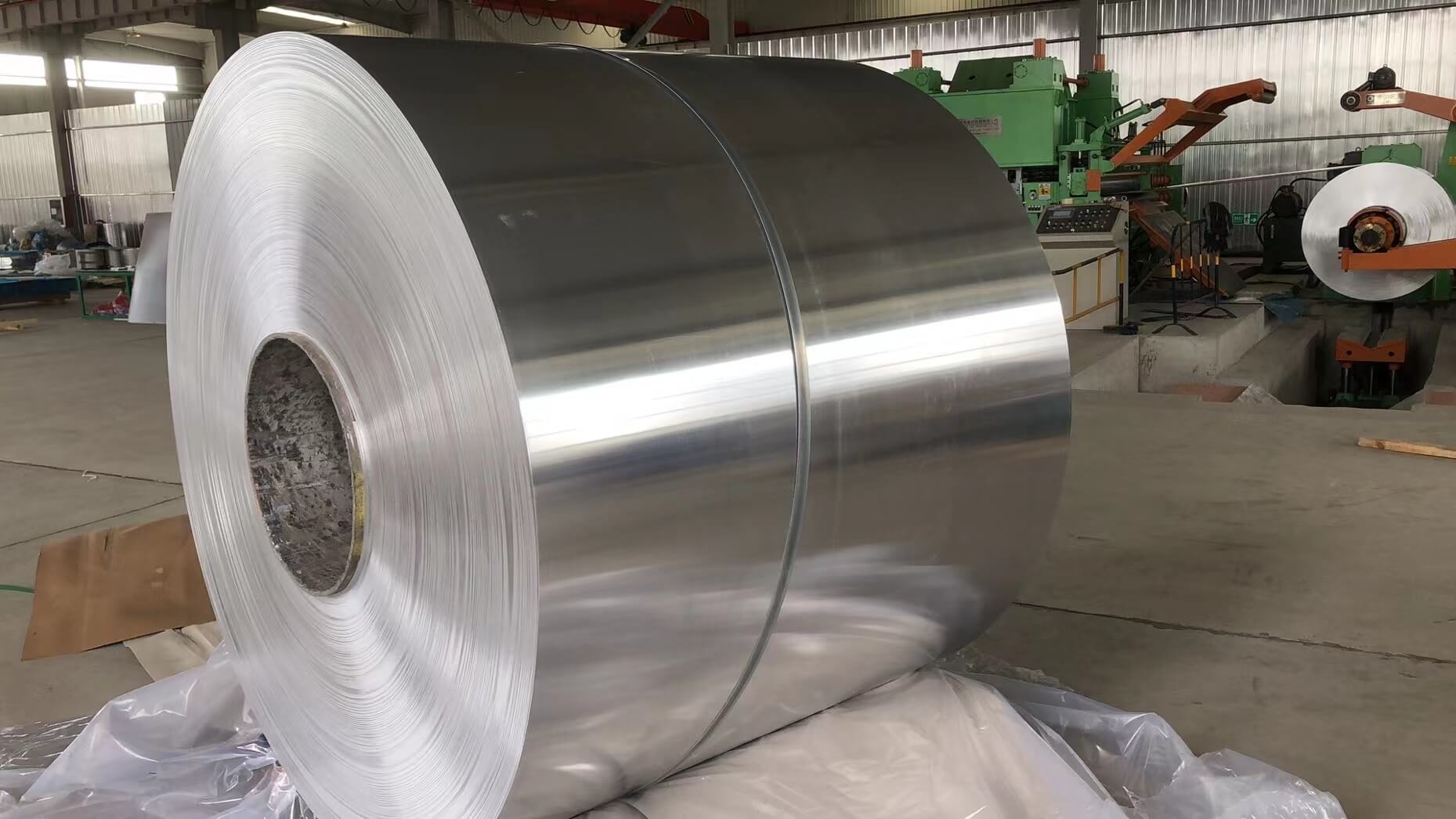
鋁卷 材質8011厚度0 1-12毫米

鋁卷 材質8011厚度0.1-12毫米
鋁卷的生產工藝和鋁卷性能
鋁卷的生產工藝:鋁錠投入熔煉爐、用然氣燃燒融化、扒渣除廢、配置合金、導爐到保溫爐、放鋁水、經過模頭鑄嘴、壓延鑄軋卷、壓延冷軋卷、退火、橫剪到所需要的尺寸、按圖紙雕刻、折邊、加強筋、焊接、打磨、噴涂、檢驗、貼保護膜、包氣墊膜、打包、裝車發貨。
鋁卷性能:如果用于外墻裝飾,一般采用2mm、2.5mm、3mm厚的鋁卷,加加強筋和角碼能固定在龍骨上,外墻裝飾就堅固可靠,而且金屬質感強,表面噴涂耐候涂料,在20年內不會變色、掉色,保持顏色亮麗。
鋁卷加工工藝
硅對硬質合金有腐蝕作用。雖然一般將超過12%Si的鋁合金稱為高硅鋁合金,推薦使用金剛石刀具,但這不是絕對的,硅含量逐漸增多對刀具的破壞力也逐漸加大。因此有些廠商在硅含量超過8%時就推薦使用金剛石刀具。
硅含量在8%-12%之間的鋁合金是一個過渡區間,既可以使用普通硬質合金,也可以使用金剛石刀具。但使用硬質合金應使用經PVD(物理鍍層)方法、不含鋁元素的、膜層厚度較小的刀具。因為PVD方法和小的膜層厚度使刀具保持較鋒利的切削刃成為可能(否則為避免膜層在刃口處異常長大需要對刃口進行足夠的鈍化,切鋁合金就會不夠鋒利),而膜層材料含鋁可能使刀片膜層與工件材料發生親合作用而破壞膜層與刀具基體的結合。因為超硬鍍層多為鋁、氮、鈦三者的化合物,可能會因硬質合金基體隨膜層剝落時少量剝落造成崩刃。